L. Réau, Fragonard (Elsevier, Bruxelles, 1956). / A. Ananoff, l’Œuvre dessiné de Jean-Honoré Fragonard. Catalogue raisonné (F. de Nobele, 1961-1971 ; 4 vol.). / G. Wildenstein, Fragonard (Phaidon, 1961). / J. Thuillier, Fragonard (Skira, Genève, 1967). / D. Wildenstein et G. Mandel, Tutta l’opera di Fragonard (Milan, 1972).
fraisage
Opération d’usinage de pièces métalliques, par enlèvement de copeaux à l’aide d’un outil tournant autour de son axe, appelé outil de fraisage ou fraise.
Principe
L’outil utilisé, ou fraise, est constitué par un corps de révolution en acier, comportant à sa périphérie une multitude de dents régulièrement réparties sur un cylindre de révolution. Les dents d’une même fraise sont affûtées avec le même angle de coupe et le même angle de dépouille, et les arêtes de toutes ces dents sont rigoureusement à la même distance de l’axe de rotation de la fraise. Ainsi, toutes ces dents travaillent dans les mêmes conditions comme un outil simple. La fraise est fixée sur le nez de broche d’une tête d’usinage, entraînée par un moteur électrique, et la pièce est fixée sur la table de la machine. Pendant l’opération d’usinage, cet ensemble est animé simultanément d’un mouvement de rotation continu autour de son axe et d’un mouvement relatif fraise-outil, ces deux mouvements étant respectivement appelés mouvement de coupe et mouvement d’avance. Ce dernier est obtenu soit par déplacement de la table sur laquelle la pièce est bridée, soit par déplacement de la tête d’usinage ou de son support. Ces déplacements, qui permettent d’obtenir les formes usinées les plus variées (planes, concaves, convexes, polyédriques, etc.), sont presque toujours perpendiculaires à l’axe de rotation de la fraise, dont les dents viennent successivement en contact avec la pièce et enlèvent progressivement la matière sous forme de copeaux. Pendant le fraisage, chaque dent de l’outil ne prend part à l’enlèvement de matière que pendant une fraction de tour de la fraise et, le reste du temps, tournant à vide, elle peut se refroidir. L’échauffement global du tranchant est donc moins important pour l’outil de fraisage que pour l’outil de tour, dont le tranchant est continuellement en prise avec la matière de la pièce à usiner.
Procédés de fraisage
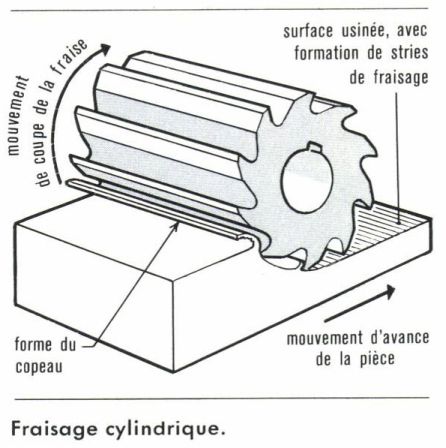
Fraisage cylindrique
Dans ce procédé, appelé encore fraisage de profil ou fraisage en roulant, l’axe de rotation de la fraise est parallèle à la surface de la pièce à usiner. L’avance se fait perpendiculairement à cet axe de rotation et parallèlement à cette surface. En tournant, la fraise enlève la matière avec ses tranchants périphériques. Théoriquement, on devrait obtenir une face plane parallèle au plan décrit par l’axe de la fraise. Mais, en raison de l’espacement des dents et des tolérances de hauteur de celles-ci, on ne peut éviter la formation d’une double ondulation à la surface de la pièce usinée. La plus importante (due à l’imprécision d’affûtage de la fraise) correspond à l’avance de la pièce par tour de fraise, et la plus petite à l’avance relative à chacune des dents de la fraise. De plus, l’épaisseur du copeau enlevé varie au cours de la phase de coupe de chaque tranchant. L’effort sur la dent est irrégulier et, quelles que soient l’inertie et la rigidité de la machine, on ne peut éviter de légers à-coups dans le mouvement de rotation de la fraise. Suivant le sens de rotation de la fraise par rapport au mouvement d’avance de la pièce usinée, on distingue deux méthodes de fraisage : le fraisage direct et le fraisage en avalant.
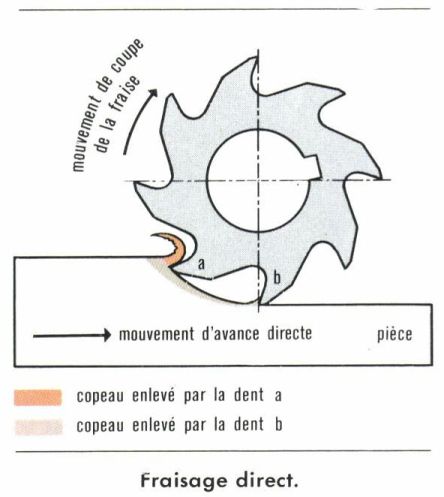
• Fraisage direct. Lors du fraisage en roulant, le mouvement d’avance de la pièce est opposé au sens de rotation de la fraise : c’est le fraisage direct, appelé encore classique ou en remontant. Les dents de la fraise vont à la rencontre de la pièce. La fraise a tendance à soulever et à repousser la pièce, que l’avance force à passer sous elle. Chaque dent arrive tangentiellement en contact sur la surface à travailler, et l’épaisseur du copeau est nulle au départ. La dent n’entame la matière que lorsque les divers efforts de flexion de la pièce et de son montage deviennent supérieurs à l’effort de pénétration. Les jeux de la table s’annulent pendant l’opération de fraisage. Au cours de l’enlèvement d’un copeau par une dent, l’angle de dépouille décroît et l’angle de pente d’affûtage (coupe) croît.
Cette méthode présente les avantages suivants : — absence de choc, par suite de l’engagement progressif de la dent dans le métal de la pièce à usiner ; — réduction de l’effort demandé à la fraise, du fait qu’on n’attaque pas la croûte de la pièce, généralement durcie par les traitements thermiques ; — limitation des vibrations et du broutage, par suite de l’apparition des deux efforts antagonistes, celui de la coupe et celui de l’avance.
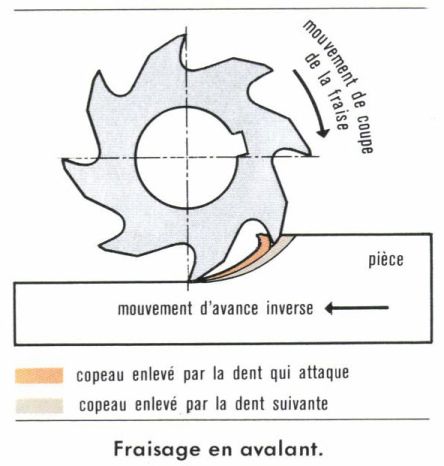
• Fraisage en avalant. Dans cette méthode, les dents de la fraise coupent dans le sens du déplacement de la pièce, et la fraise a tendance à entraîner cette dernière ; aussi, cette méthode ne peut-elle être utilisée que sur des machines modernes, de construction robuste, ayant soit un dispositif de rattrapage de jeu sur la vis de commande de la table, soit une avance hydraulique verrouillée. À l’inverse du fraisage direct, le copeau est, ici, d’épaisseur maximale à l’attaque de la dent, et il se réduit à zéro à la sortie de la dent. L’angle de dépouille croît au cours de la phase de coupe d’une dent, et la pente d’affûtage (coupe) décroît.
Cette méthode de fraisage présente les avantages suivants : — meilleure utilisation des efforts, par suppression de l’antagonisme des efforts de coupe et d’avance, qui se trouvent dirigés dans le même sens ; — meilleur état de surface et moindre usure du tranchant des dents de la fraise, les dents ne glissant plus sur la pièce et la finition se faisant sous une épaisseur minimale du copeau ; — meilleur état de finition, dû à la suppression du soulèvement possible de la pièce, qui se produit parfois lors du fraisage direct, entraînant un broutage de l’outil.
Le fraisage en avalant est particulièrement recommandé avec les machines modernes suffisamment puissantes et rigides pour permettre l’utilisation de fraises à coupe négative. La qualité de l’état de surface obtenu est remarquable, notamment dans l’usinage des aciers doux.